

全国咨询热线:15544038000
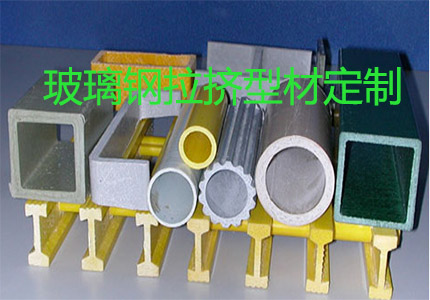
拉挤型材表面出现白线的原因
发布:kbsfhcl浏览:370次
在拉挤型材的生产过程中,表面出现白线是一个令生产者颇为头疼的问题,这不仅影响型材的外观质量,还可能暗示着潜在的工艺缺陷。深入探究,引发这一现象的原因是多方面的。
树脂体系是首要考量因素。一方面,若树脂与固化剂混合不均匀,在拉挤成型过程中,局部固化速率不一致,就容易产生白线。比如,人工搅拌树脂与固化剂时,搅拌时间不足、速度不均,导致部分区域固化过快,树脂未能充分浸润纤维,从而在型材表面形成颜色和质地与周边不同的白线。另一方面,树脂本身质量不佳,含有杂质或水分,在固化时杂质聚集或水分挥发形成微小空隙,也会呈现为白线。
纤维材料同样不容忽视。当纤维含量过高或分布不均时,型材某些部位树脂相对较少,无法完全包裹纤维,使得纤维在表面局部暴露,表现为白色线条状。此外,纤维在进入模具前若受潮,水分在高温拉挤环境下汽化,冲破树脂层逸出,也会造成表面白线现象,并且还可能伴随气泡产生。
模具状况对型材表面质量有着关键影响。模具型腔表面若有损伤、划痕或光洁度不够,在拉挤过程中,树脂流动受阻,纤维受力不均,型材表面就会出现与模具缺陷对应的白线痕迹。而且,模具的温度控制不当,局部过热或过冷,会使树脂固化过程紊乱,也容易引发白线问题,过热区域树脂可能提前固化,阻碍后续树脂均匀填充,过冷区域则树脂流动性差,无法良好成型。
再者,拉挤工艺参数不合理也会诱发白线。牵引速度过快,树脂在型腔内没有足够时间充分浸润纤维、均匀固化,就被快速拉出模具,致使表面出现缺陷;而固化温度和时间设置偏差,不能适配树脂特性,同样会导致固化不完全或过度,进而产生白线。
综上所述,要解决拉挤型材表面白线问题,需从树脂、纤维、模具以及工艺参数等多方面精准排查,精细调控,确保每一个环节都精准无误,才能生产出表面光洁、质量优良的拉挤型材。
- 上一篇:复合材料在医疗设备领域的独特应用与潜力
- 下一篇:拉挤型材:膜腔断裂问题的“克星”